|
|
Traditional
Birchbark Canoes
Built in Malecite, Abnaki, old-
form Algonquin and Fur-Trade era styles
Henri Vaillancourt
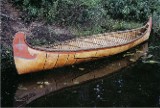
14 foot Abnaki style birchbark canoe
|
|
 |
 |
 |
 |
 |
| Full size birchbark canoes | Scale model birchbark canoes | Native technology videos and DVDs | Native technology books | |
 |
 |
 |
 |
 |
| Traditional paddles | Crooked knives | Home |
Materials |
About the builder |
Full Size Birchbark Canoes
These birchbark canoes are constructed following the centuries-old desgns and techniques of several Indian tribes , as well as those employed by the French during the fur trade period in Canada. The covers of these canoeas are shaped from high quality birchbark selected for toughness and freedom from blemishes . The sewing and lashing is done with with black spruce root prepared to a very consistent width and thickness. The ribs , planks , and gunnels are split from white cedar and shaved with the traditional crooked knife, the primary woodworking tool of the Indian canoe maker .The crooked knife , along with the axe and awl , comprise the primary tools for constructing these canoes .
For more detailed information on the construction of these canoes by Henri Vaillancourt , read the description below by Jerry Stelmok
From
'the Wood and Canvas Canoe '
by Jerry Stelmok and Rollin Thurlow
The Harpswell Press
Gardiner , Maine
Birchbark Origins
at the zenith of its development in the 19th century was a refined, func tional, and beautiful watercraft reflecting the ingenuity, woodscraft, and artistic expression of a resourceful people acquired over thousands of years. The white cedar plank ing and framing formed a marvelously flexible hull, which was protected and waterproofed by an incredibly durable skin, all lashed together by split spruce root into a form designed to maximize utility, while still pleasing the eye. Not every Indian in a village would build canoes, and the craftsmen within each tribe developed a definite style which was handed down through the generations. Little refinements by certain individuals of long ago can still be recognized by Henri's practiced eye.
According to Vaillancourt, the very finest canoes were built by the eastern Abenaki Indians, principally crafts men of the Malecite, Passamaquoddy, and Penobscot tribes. The farther west one researches, the less likely one is to find this consistent quality, though this is not to say there were no skilled craftsmen among such tribes as the Ojibway and Algonquin. The Cree of the Romaine region of Quebec were the equals of the Abenaki in the basic con struction of their canoes, even though the materials avail able to them were far inferior — a testimony to superior craftsmanship which Henri can readily admire. But he points out the northern canoes lacked the artistic details which made the Abenaki canoes so remarkable.
Tools and Material
The tools of a birchbark canoe builder are few and sim ple, and all the materials are available growing in most forests of the boreal regions of North America — although today truly fine materials are seldom found all in one small area. Because he is particular, Henri Vaillancourt ranges a fair distance for his own materials. Quality birchbark in quantities sufficient for his needs can be found in his own Granite State. His definition of quality gets more precise each year. It has come to mean a single sleeve of bark %" in thickness, free of blemishes, long and wide enough to con tain a 15' canoe without the addition of panels sewn onto the sides to accommodate the girth. It is a tall order to fill, and requires the careful felling (with a chainsaw these days) of a tree with a straight 24" trunk diameter, free of branches for about 20'. Once the tree is down, Henri slits the skin with a knife and using a square of thick bark with a chisel edge cut into it, removes the bark in one piece. He gathers his bark in June or July when the bark peels the easiest; so easily in fact, that it ofen takes no more than five minutes to slip the bark from the trunk, and one hour would be an uncommonly long struggle even with a diffi cult tree.
Once removed, the bark is rolled up, inside out (for that, of course, is how it will go on the canoe , and carried out. It may be stored indefinitely before being used. The best bark comes from Maine, Vermont, New Hampshire, the Mari-times, Quebec, and eastern Ontario, but suitable birches grow west as far as Minnesota.
Henri has been cutting his white cedar in Maine, be cause he has access to a good supply that is convenient to get at, while he visits friends. The trees he takes vary from 12" to 18" in diameter, and just as with the birch, he looks for straight trees without twists, free of knots. When he uses cedar for the gunwales, he may split out sections up to 20' in length, but since the planking in a Vaillancourt canoe is butted amidships, 10' sections are all he normally needs for this use. The ribs, rarely more than 4' long, can be split from short butt ends of otherwise unsuitable logs. With the cedar down and cut to length, Henri inserts wooden wedges into a line of notches he has made the length of the log with his axe. From experience, he has a pretty good idea where this initial split should be started. He is usually right, and a few good whacks on the wedges in series normally lays the log open into two roughly sym metrical halves. These are split once or sometimes twice more, then the heartwood is removed from the sections. Normally further splitting of these sections takes place back in Greenville, but Vaillancourt frequently splits out the rib stock into rough frames right in the woods, result ing in less bulk to carry out and home. The froe splits the cedar roughly along the growth rings, and the resulting ribs have perfectly flat grain. When spruce (the choice among Indian builders north of the white cedar belt) is substi tuted, the sections are actually split across the growth rings, resulting in vertical-grain or "quarter-sawn" planking and ribs. Cedar may be split in this manner as well, but traditionally it was not and Henri sees no advantage to the method. He avoids the active sapwood just beneath the bark, because even in the white cedar, this young wood is prone to decay.
Henri likes the extra strength provided by spruce gun wales, but finds the spruce less willing than cedar to take the sharp upward bends at the ends of some of his models. Therefore, he takes the best tree of either species he happens to find while getting his rib and plank stock.
The other material gathered directly from the forest is spruce root, which is used in the critical lashing and sew ing processes. Henri prefers root from the black or red spruces, but admits jack pine and red pine, as well as white spruce root are acceptable. The roots grow just beneath the forest floor, and he delights in finding a spruce grove with sphagnum moss carpeting beneath, because the roots are easy to pull and grow unobstructed into long straight lengths ideal for splitting. Typically the root Henri digs is 1/4" in diameter and is immediately stripped of its skin. It is then rolled up and taken home for splitting, and may be stored for long periods before using so long as it is first soaked in water.
Back home, Henri finishes splitting out the cedar plank ing using first the froe, then a knife, peeling off 1/4'-thick strips, which he dresses with his crooked knife until they are nearly as smooth and uniform as finished lumber from the mill. The Indians used crooked knives of bone, switch ing to iron and steel as soon as these materials become available. Some knives do indeed have a curved or a hooked blade, but most have a short, straight blade and the name crooked knife derives from the distinctively "bent" handle. To use the knife, the builder holds the stock to be worked against the body trunk, grasps the crooked knife in an underhand grip with the thumb extended along the handle with the other hand, and draws it into the work toward his body in long even strokes. Wood may be removed very quickly in this manner, but there is enough control so that very light, even shaving may also be accomplished. Henri can use his knife to turn out a beautifully carved paddle or a thwart in a surprisingly short space of time. He makes his own blades from file steel and has at least two knives handy all the time, each ground differently for heavy and light shaving.
The 40 or so ribs that will go into the canoe are similarly dressed to3/8" in thickness, 3-1/2" wide in the middle taper ing to about 2 1/2r at each end. In the canoe the wide ribs form an almost solid floor over the planking, offering a clean appearance, increased durability, and a fairer hull. Wide ribs were traditional in many Indian canoes, and Henri feels their advantages far outweigh the drawbacks.
Bent like a mantis over its prey, Henri deftly splits the root into two identical half-oval strands which part be neath his fingers and coil off to the sides. By carefully bending the whole root just beyond the split, he can influ ence the rift — keeping it from wandering off to one side and shearing off. The larger root may have to be split a second time to produce a strand with the fineness he re quires for his sewing.
The l-1/4" inwales are prepared green — squared and smoothed, the ends tapered in width and depth, and a chamfer cut along the bottom inside corner to receive the beveled tops of the ribs. Next, they are lashed temporarily to crosspieces which hold them opposed to one another exactly as they will be in the canoe. From above you can see the plan view, showing exactly how wide the beam will be and how quickly the width will diminish toward the stems. The vertical rise of the sheerline at the ends is achieved by weighting the center of this structure on the ground, and in stages bending the ends of the gunwales upwards and prop-ring them up. Saturating the green wood with water helps keep stubborn wood from breaking during this process, which might take a week or more on more pronounced sheerlines. Once properly bent, the gunwales are left on their crude form to cure, until their tendency to straighten back out diminishes.
The Wood & Canvas Canoe
On canoes with extremely high tight curves at the bow, such as those of the Ojibway and Algonquin, even this tedious process is inadequate to safely form the gunwales into the proper configuration. To achieve these abrupt curves, the builder must actually split the ends of the gunwales into several layers or laminates, which are then easily bent and lashed in place.
Once it has cured, the gunwale framework is completed by replacing the temporary crosspieces with the perman ent thwarts. The thwarts are carved from birch or ash with the crooked knife. In a Vaillancourt canoe, as in the finer Indian examples, they can be pieces of sculpture in them selves. Although flat along the bottom surface, the top of the thwart is carved into a gentle camber, the depth dimin ishing from about 3/t" in the center to just over half that thickness at the tenon on the ends. In plan view the thwarts are wide in the center, narrow considerable in the quarters, then flare out again to their greatest width at the very ends. This graceful curve is highlighted by a tradi tional square decoration at the thwart's narrowest point. Mortises are cut into the inwales, wooden pegs driven through the joint, and the whole lashed neatly together the spruce root.
White men building canoes for the fur trade brigades employed wooden platforms or beds on which the bark was laved out and the building begun. Vaillancourt sticks to the Indian method of building the canoes right on the ground. He does, however, use a building frame in addition to the gunwale structure, a flat representation of the shape of the bottom of the canoe, around which the bark is bent up to form the sides. The building form is in two sections to facilitate its removal once the gunwales and thwarts are installed.
After cleaning and scraping the bark smooth, Henri rolls rolls it out on the ground. The building frame is placed on the sheet to maximize the best portions of the bark, and then .'weighted down. The bark is softened with water and the edges are folded up to form the sides, held in place by stakes driven into the ground along the perimeter of the shape.
If the bark isn't wide enough to reach the proposed gunnels amidships, Henri will neatly sew in panels on each side to symmetrically achieve the desired girth. Because of
the complex curves of the canoe — especially one in which the sides tumblehome" — vertical wedges or "gores" must be cut along the sheerline to prevent the bark from bulging as the canoe takes shape. Once the gore is cut out, the V is closed and sewn shut. Henri seals all the seams from the
inside as well as the outside. He prefers a mixture made from rosin, grease, and linseed oil to either natural pitch or a substitute he used on his earlier canoes which consisted of roofing tar and kerosene. The rosin-based sealer has been around at least since Thoreau traveled the Maine woods with his Penobscot Indian guide, Joe Polis, making it tradi tional enough to suit Henri. It is also very effective, goes on neatly when properly heated, and over time, shrinks unob trusively into the lashed seams.
The gunwale-thwart structure is next lashed into place, along with the small outside gunwale or cap which is about l-3/8" wide, chamfered along the bottom outside edge. To accomplish the lashing, Henri pierces the bark with an awl and neatly winds several turns of root around the gunwales and bark with just enough space between lashings to ac commodate the tops of the ribs.
Vaillancourt makes the stems from cedar — splitting a 1 "-square length into several laminations for three quarters of its length, bending them to the desired shape and lashing them together. The Malecite models Henri prefers display a simple but handsome profile, with the prow somewhat undercut and the moderate curve flared forward at the sheer. The top of the stem is visible between the protruding inwales, and the unsplit butt of the stem ends at the first rib. The stem is installed, and the ends of the canoe are sewn up before the ribs and planking are put in.
The 1/4" planking in a Vaillancourt canoe varies from 4" to l-1/2" in width. Each plank is tapered toward the ends, offering a neat, orderly pattern of lines on the inside. Henri squares the ends and butts them flush beneath the center rib, rather than shaping the butts to a point and overlap ping them, which is another popular method. The planking along the bottom is neatly laid into place before the ribs are installed, but the topside planks can be fitted only after there are enough ribs in place to hold them tightly against the bark.
Bending a set of satisfactory ribs for a birchbark canoe takes a practiced eye and great skill. There are no forms or jigs to assure consistency, and the final results are largely dependent upon the builder's ability to derive accurate compound curves mentally, simply by looking at the wall-sided bark shape on the ground before him, and his dexter ity in duplicating these images in the frames he is bending. During the process the hard-chined birchbark box must be transformed into a rounded, fair watercraft by the addition of these formed arches, and no one accomplishes this more carefully or with better results than Vaillancourt.
Henri uses a copper boiler to boil up the ribs, and when they are sufficiently supple removes them in pairs. Using either his foot or his knee as a fulcrum, he holds the ribs by both ends and carefully bends the wood to resemble what he projects to be a cross section of the canoe. The ends are then tied together, and five more ribs of decreasing girth are bent in the same manner and nested inside the first, forming a bundle of six bent ribs. It takes seven or more of these bundles to frame out a canoe, and to assure symme try, each succeeding rib from a bundle will be placed in the opposite end of the canoe. It is the careful fitting of these ribs, sprung under tension with the ends held beneath the gunwales, that not only holds the planking in place, but also fills out the bark to a smooth configuration.
The ribs are allowed to cure in their bundles for up to a day before they are placed in the canoe. Once a rib is cut to its exact length, and a bevel cut along the two top edges, Henri puts it into the canoe, tilting it slightly until the ends fit into the chamfer on the underside of gunwale. Then, using a wooden maul and hammer, he drives the rib into its permanent position. He completes planking up the sides (all the way to the sheer) once there are enough ribs in place to sufficiently hold the planking in place against the bark. Then, one by one, all the ribs are installed to his satisfaction. Frequently a rib that doesn't fit closely enough is removed for further soaking and rebending. This truing up and adjustment of the frames can be very time consuming, but Vaillancourt says it is absolutely neces sary to achieve the fair hulls and taut bark skin which are among the trademarks of his work.
Final Details
At this time, the canoe may be turned over and the outside of the seams treated with pitch. The decks on a birch canoe are pieces of bark bent over the ends which are sandwiched between the inner and outer gunwales, the edges protruding from beneath the outwales a couple of inches. This flap is cut in an attractive pattern, and Henri further decorates the overlap with "winterbark work" — a type of etching process in which the thin, tough, brownish skin of the very inside of a bark is scraped away in a manner that forms a contrasting pattern or design against the lighter layer underneath.; the headboard — a small bulkhead arrangement near each end — is carved from cedar and notched to fit into the butt of the stem at the bottom and between the gunwales at the sheer, In profile the headboard is slightly arched to ward the stem. The space ahead of the headboard is filled with moss to help the bow keeps its shape — especially critical in canoes with tumblehome in the ends.
A 1/4"-thick cap piece wide enough to cover both inside and outside gunwales and the lashings is then installed along the sheerline with wooden pegs or square-cut nails. Henri says that the cap not only gives the canoe a finished appearance, but also protects the lashings and adds rigidity to the sheerline. It prevents the gunwales from relaxing between the thwarts in subsequent years — forming hard spots at each crosspiece.
Henri has never painted the interior of one of his canoes, but in the 19th century it was not an uncommon practice, and he wouldn't mind doing it if it were requested by a customer. Naturally, most bark canoe aficionados relish the rich, natural appearance of wood itself. He does lay on a coat of oil and turpentine, which accentuates the tone and highlights the contours in the new canoe as well as affords some protection. The bow of the canoe is often decorated with a painted fleur-de-lis or other appropriate symbol, and simple designs are sometimes painted in Indian fashion on the panels sewn in along the sheer.
[TOP]
For more information not included on this website
email
henri5@birchbarkcanoe.net
phone 603-878-3616
or write Henri Vaillancourt
PO Box 142
Greenville, New Hampshire, 03048






